
The demonstrator presents methods of planning of production operations at a single robotic cell or at a set of robotic cells representing a full production line. The individual robots and/or workplaces are represented as agents in terms of their encapsulated functionality, which allows for flexible connection to upper level manufacturing execution systems (MES). The automatic planning tools can also be deployed either at the inter-agent level, or at the level of the MES. The demonstrator was tested with an experimental MES developed at CIIRC, called PyMES, and is supposed to be integrated in an industrial-grade MES.
Research Focus
| Smart Factory and Distributed Production |
| Logistic Operations |
Target
| Manufacturing companies from multiple sectors |
Demonstrator description
The RICAIP demonstrator in the laboratory for Robotics and Flexible Production consists of several individual machines and systems, which are shown in the figure below. The individual stationsform together a system of assembly/disassembly machines, which are interconnected with autonomous mobile robots.
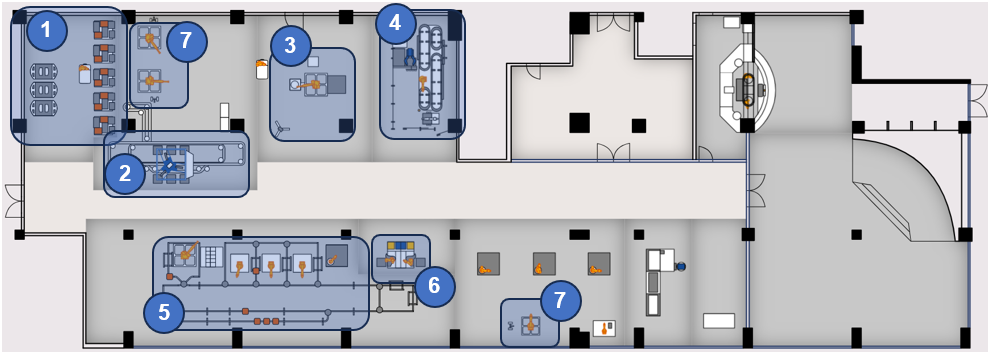
1 – Automatic warehouse is used for supplying the parts and collecting final products from the machines. The parts are stored in shelves, which can be transported by the mobile robots. Autonomous mobile robots are managed by a Fleet Management System, which gets orders from the warehouse typically, but can also be ordered directly by the individual machines and robotic stations.
2 – Delta robot with a conveyor and a place for a shelf from the warehouse. The delta robot is equipped with a camera, which transmits images over 5G communication within the 5G private campus network, built in Testbed. Image analysis is performed at the server and sent to the robot control application, which among other things also generates trajectory for the robot to execute.
3 – Robotic 3D printing is an experimental station where advanced algorithms for robotic 3D printing are developed. This station serves as a production machine in this lab.
4 – Robotic assembly line equipped with 3 robots and a fast conveyor. This assembly line can also accept the shelf transported by a mobile robot from the warehouse.
5 – Another robotic assembly line equipped with 4 robots and a conveyor. Mobile robots with shelves can move the shelves to perform intralogistics.
6 – Robotic cell for human-robot collaboration is equipped with advanced camera systems to analyze the situation and to make the robots an intelligent co-worker of the human operator.
7 – Three separate robotic stations, which can be adapted to accept mobile robots and to perform experimental tasks. Image processing, robot guidance, pick and place operations and other experimental projects have been developed here for them to be further transferred to other robotic lines for their final applications.
Hardware – RICAIP Testbed Prague
Robots from KUKA, ABB, Denso and Fanuc are available, PLC from Siemens and B&R, specialized motion controller for Delta robot is based on Siemens technology PLC (Motion Control PLC Simatic S7-1500), the motion control of the conveyor at the ABB-based robotic cell is performed by the B&R PLC. All available products are accessible through the OPC UA interface as depicted below in the next section.






Software Framework
To comply with the initial requirements to handle various phases of the product life cycle, simulations and virtual commissioning were performed to cover the initial phases of the product life cycle, which relate to the production.
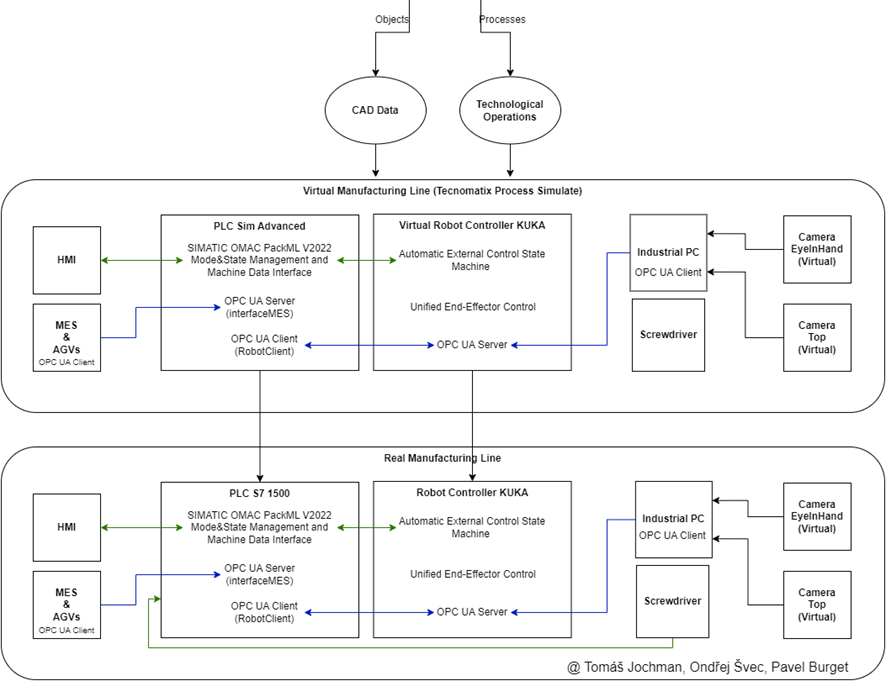
The framework has been designed to comply with the communication standards such as OPC UA and to accommodate also a virtual robot controller, which allows better interaction between the PLC simulator and the robot, to further allow for easy-to-handle transfer to the real manufacturing line. The figure above shows two horizontal streams, which represent virtual and physical commissioning, respectively. It also shows that each stream contains necessary software interfaces to connect to a manufacturing execution system (MES) both for simulated as well as for real equipment. This fact makes extremely easy commissioning not only at the level of the PLC – machine connection, but also at the level of the above lying execution system. If automatic planning is used as in the case of Testbed Prague, this fact allows to validate the production plan on various scenarios such as layout changes, machine changes etc., which can be simulated. On the other hand, transfer to physical equipment is really straightforward.
For data processing, the following pieces of open software have been used to allow sustainability and platform independent deployment of an IoT Data Platform:
- Grafana to create visualizations of the process data and to create visual facets for the provisioning and management of the IoT devices
- Influx – database to store time-series data
- NGINX proxy – reverse proxy as a server that sits in front of web servers and other software components (containers) and forwards client requests to those components.
- MySQL – relational database for backend device management
- Prometheus – a database linked to Grafana to provide data for graph visualizations
- RabbitMQ – a broker for collecting MQTT messages from the devices and processing them. It also serves to transform and transport messages from the device to the remote Azure IoT platform.
- Telegraf – system dashboard for everything “generic” which can be extracted from ordinary Linux system
Communication Platform
For communication between software and hardware OPC-UA protocol to connect the PLC and the machines (robots) and MQTT is used for data acquisition. Moreover, 5G private campus network is used for wireless transfer of images, but control signals are also transferred in case of an experimental robotic cell, where robots are connected to a PLC over 5G. Layer 2 over layer 3 tunnelling is performed with VXLAN, which allows for transfer of PROFINET and PROFIsafe protocols over 5G.